Insights
Essential aspects to consider when developing and characterising an early-stage drug substance synthetic process
As part of our small molecule insights interview series, we focus on the 'essential aspects to consider when developing and characterising an early-stage drug substance synthetic process'. Such considerations are essential prior to embarking on service provider selection and should form the basis for structuring an informative request for proposal and the detail should drive the discussions when engaging with service providers.

Introduction
For those not involved in small molecule drug substance development activities, this interview should also act as a useful summary to aid background understanding of the steps involved to progress a molecule from late-stage discovery to GMP release for first in human studies.
The insights in this article come from Dr. Richard Chubb of Onyx. With over 25 years of experience leading teams in synthetic chemistry and process development, Richard oversees all aspects of development and manufacturing at Onyx — from early research through to full commercial production. His hands-on approach ensures that early-stage work is designed with the end goal in mind, balancing innovation with the practical realities of regulation and quality standards.
Strategic & Early-Stage Considerations
1. Please can you describe the high-level stages that a typical development process would take from molecule selection to releasing drug substance for Phase I studies.
- Route selection and optimisation
- Solid state programme - polymorphism studies, salt-screening, crystallisation development
- Synthesis of non-GMP materials: demo and GLP tox batch
- Isolation and characterisation of a reference standard
- Development of analytical methods - API, raw materials, intermediates and in-process checks
- API analytical validation activities including forced degradation
- GMP synthesis
- Stability - typically GLP tox batch and initial Phase 1 batches on accelerated and long term conditions
2. How can balance between speed-to-clinic and building a process that has the potential for long-term scalability and commercialization be achieved?
Normally even at the early development the process should be developed such that it can be scaled up to multi-kilos. In general this involves:
- Removing chromatography
- Telescoping reactions
- Reducing operations - solvent swaps, optimising volumes in reaction and work-up, limiting excess reagents
- Isolations through precipitation and filtration
- Limited safety assessments through calorimetry and reaction thermals
However, the work carried out should be pragmatic and acknowledge that the process does not need to be fully developed at this early stage. It should be fit for its intended purpose and for the equipment used which would normally be <100L jacketed vessels for Phase 1 production as volumes of drug substance are likely to be in the low kilo amount. There is a high likelihood that the chemistry will evolve with more process understanding as it moves towards commercialisation and this may require a change in raw materials, specifications, processing operations more applicable to plant scale and potentially even the route; so the process should not be over developed at this early phase.
3. What role do risk assessments play at the early stages of process design, and how are they typically conducted?
The ICH guidelines focus more on potential or real impurities in the API than the overall purity itself. The main documents are: ICH Q3A organic impurities, ICH Q3C solvents, ICH Q3D elemental impurities and ICH M7 mutagenic impurities (including N-nitrosamines). Realistically the route, raw materials and equipment chosen should include a control strategy for these. For example, where possible using or generating mutagenic impurities early on in the synthesis should allow for a purge argument through to the API rather than extensive analytical development; N-nitrosamines can be avoided through careful selection of the process to avoid nitrites, nitrosating reagents and/or at risk amines. Typically, all the solvents used in the GMP stages are assessed in the API but in general only the solvents used in the final step or crystallisation are present at any appreciable level; therefore, limiting the late processing operations to Class 3 solvents with high PDE values should be targeted. Class 1 solvents which are highly toxic should be avoided in GMP steps. ICH Q3D requires measurement of the Class 1 and 2A metals at a minimum and there are a number of potential sources of contamination: Equipment, raw materials, water, solvents and packaging. The use of glass or glass-lined vessels with PTFE stirrer shafts and similarly HDPE or glass packaging minimises this risk. Alongside, this the use of a specified water grade (i.e. USP purified) should be used in GMP processing. Contamination from raw materials at this early clinical stage is more likely and knowledge of the route of synthesis should help with assessment of potential impurities be it metals, nitrosating agents or regioisomers that may carry through the synthesis. As the risk to patient in clinic is related to the API itself, then late-stage raw materials should be scrutinised more than those introduced early on in the synthesis.
4. In your experience what is the typical duration of time associated with translation from lead selection to GMP manufacture for Phase I?
For a short GMP synthesis of 3-4 steps, we would expect GMP manufacturing to be complete within 6-9 months including release of the material with CoA from initiating the development work.
Synthetic Route Selection & Optimization
5. What criteria are typically used to evaluate and select the most suitable synthetic route for a new API candidate?
- Route strategy: number of steps and convergent/linear - this impacts the overall yield, therefore the throughput, number of batches and raw material costs. In theory the shortest and most convergent route is preferable long term
- Cost of goods - target a readily available starting material. In general the equivalents of expensive materials (i.e. Pd catalysts), solvent use and operations can be optimised with further development so the cost of goods per kilo will reduce as the scale increases
- Raw material handleability: pyrophorics, toxicity, hygroscopicity
- Process equipment capabilities - typical temperature ranges of -20oC to 160oC in vessels. Reactions under pressure or using gases (H2 etc) may require specialist equipment and extra safety considerations
- Purification opportunities - distillation of oils, crystallisation or slurry of solid intermediates to remove process impurities, metal scavenging. More opportunities in the synthesis is beneficial. Chromatography in the short term is acceptable but becomes progressively more expensive as the process is scaled up
- In general the cleaner the reaction profile the easier it should be to isolate the product from the process without resorting to chromatography or similar processes.
6. How can route scouting be approached to account for both laboratory feasibility and future manufacturability at scale?
The considerations above apply to both initial lab scale batches and large scale manufacture. On balance, for large-scale the cost of goods becomes less relevant than the route strategy (number steps etc). At early phase, while these considerations are applicable, speed to clinic is likely to override any worries to this regard.
7. What strategies can be used to minimize critical impurities (e.g., genotoxic or carryover risks) during early route development?
Initially the route selection should try to avoid mutagenic impurities altogether. But practically, this is challenging as by their very nature they are highly reactive and therefore valuable for synthesis. However, the use or synthesis of mutagenic impurities should be early in the synthesis such that a purge argument can be applied as their control strategy. As they are inherently reactive, building in operations that are effective at eliminating them in the work-up adds further to their purge calculation. For example, a NaOH wash will be effective at removing an epoxide impurity or a bisulfite wash to purge an aryl aldehyde. Where PMIs are intermediates then devising a process that consumes all the starting material with a suitable in-process check should be suitable. The risk to patient is from the drug substance, therefore PMIs should be avoided in the final steps if possible.
Process Characterisation & Control
8. At an early development stage, what level of process characterisation is expected to satisfy both regulatory and project needs?
In early phase the process is still under development and therefore the procedures and specifications should reflect the limited information available. Initial GMP batches may be undertaken after a limited number of non-GMP demo batches and minimal fate & purge work and are essentially gathering information for later phase work. Therefore, specifications should be set pragmatically to avoid generation of additional documentation (i.e. out of specifications). The regulators understand that a process validation will not have been performed and so, generous specifications including just 'reporting results' are accepted. The main ICH documents (Q3A, Q3C and Q3D) are used as guides for setting specifications but they do state they are not intended to apply to new drug substances used during the clinical research stage of development. Therefore some pragmatism should be applied, especially in regards to ICH Q3A qualification limits where higher limits can be justified at early phase. On the other hand ICH M7 applies at all stages of development. As the project moves through the phases towards commercialisation the specifications should be refined to formal limits which reflect further understanding of the process.
9. In your opinion how should control critical process parameters (CPPs) and critical quality attributes (CQAs) be defined when data are still limited?
At this early stage of development the data is limited and while some One Factor at a Time (OFAT) experiments may have been conducted, more formal Design of Experiment (DoE) work and Failure Mode and Effects Analysis (FMEA) is unlikely to have taken place due to time and cost constraints; which allow for CPPs and CQAs to be confidently assigned. At early phase the there is no requirement to define these attributes of the process.
10. From a structural elucidation perspective, what are the critical characteristics to determine and what can be performed later during process scale up?
For an initial clinical batch, a drug substance reference standard is required and data characterising it is expected as well as proof of structure. This may include 1D/2D NMR work, FT-IR, MS, XPRD, DSC, UV and single crystal. At later phase, reference standards of starting materials, process impurities, intermediates and degradants may be manufactured and similar characterisation work should be performed.
Material & Supply Considerations
11. Typically, is raw material availability and supply chain resilience assessed during early-stage development or a later phase consideration?
Generally, this is more a consideration for late phase where dual sourcing for risk mitigation is warranted. At early-stage raw materials are generally bought against the catalogue specification with limited information on impurities and route of synthesis. At late phase, buying in materials with a consistent purity profile is targeted and more detailed buying specifications are considered. With low volume amounts, there is limited pressure on wholesale manufacturers to agree to bespoke specification but with route of synthesis information, careful fate and purge work alongside comparison of batch data; critical impurities can be defined and mitigated for in the process.
12. What approaches should be considered to secure cost-effective and sustainable starting materials or intermediates without compromising timelines?
It is worth challenging suppliers whether they have manufactured the material and if so at what scale. Generally, timelines of a few months for low kilo amounts suggests that they may be developing and scaling up chemistry that they haven't done before and therefore there is a risk of the material not arriving on time or at all. For scale up, consider whether the same raw material batch can be used to manufacture both the GLP tox batch and the clinical material - not only does this mean the starting material is available for the GMP manufacture to start on time but also that the impurity profile is less problematic than if two different batches are used.
Regulatory & Quality Expectations
13. What are the key regulatory expectations around early-stage process development and how do you ensure compliance without over-engineering?
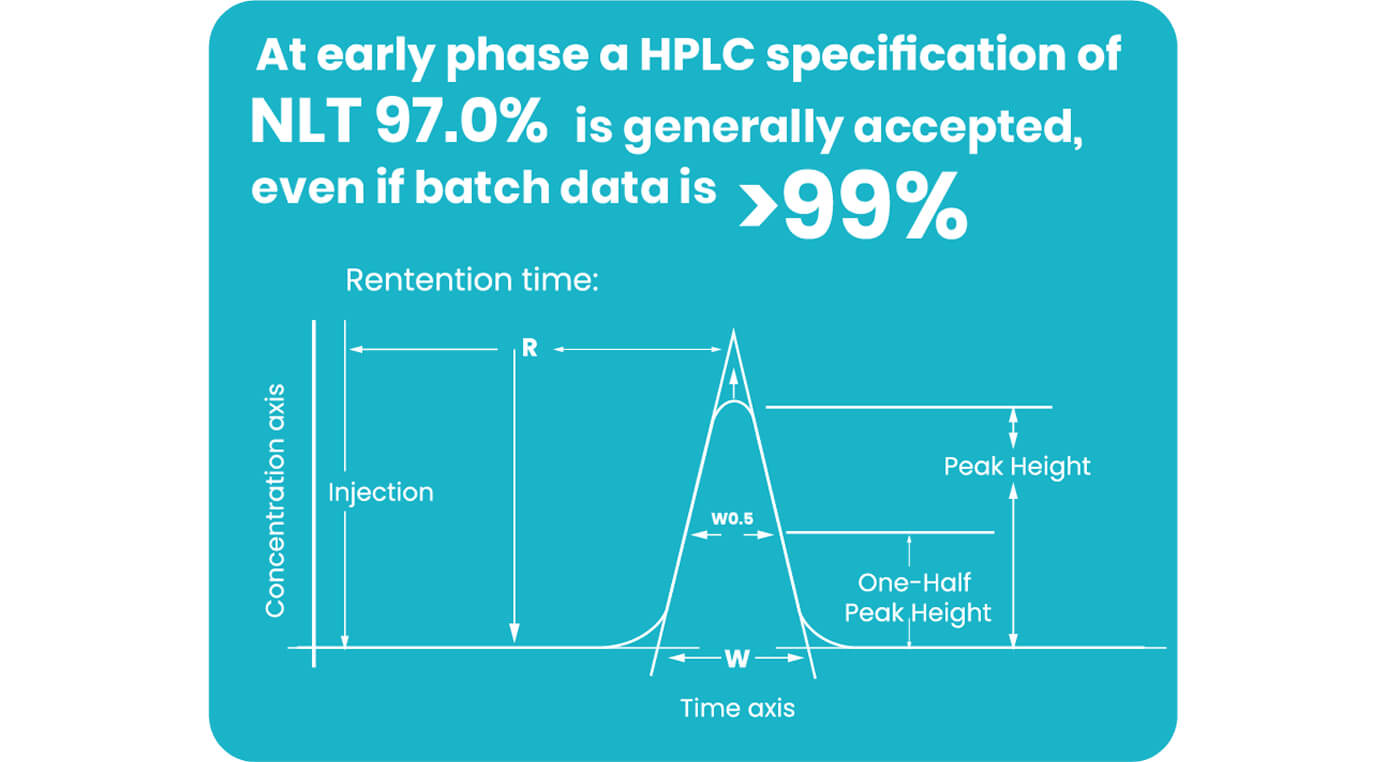
The regulators appreciate that at early phase the project is in initial development and there is limited batch data and understanding of process. Therefore a practical approach to specification setting should be used with the acknowledgment that as the project moves through the phases towards commercialisation the specifications, CQAs, CPPs etc will be refined which reflects further understanding of the process. For example, at early phase a HPLC specification of NLT 97.0% is generally accepted, even if batch data is >99%. At later phase where more batch data is available and the process is more controlled the regulators may expect a tightening of the specification to for example NLT 98.0%. Setting the specification with a tight limit initially may lead to additional work around purification to hit the requirement, leading to cost implications and potential project delays as loosening an already agreed specification is challenging.
14. How do you approach impurity profiling and regulatory toxicology assessments at this early stage?
In general aim to develop a HPLC method that can be used for the RSMs, intermediates and API as this makes it simpler to track impurities through the process. An impurity tracking table is useful alongside LCMS work to aid impurity identification. In initial development, impurities may be assigned structures based on limited information (NMR, LCMS, process understanding) whereas at later phase these should be formally isolated and characterized. In-silico screening at phase 1 is not required and an assessment based on structural alerts is acceptable. After phase 1, in-silico should be used for key materials (RSMs, intermediates, any flagged PMIs) but by the time of commercialisation a full screen of process compounds should be performed.
Risk Mitigation & Troubleshooting
15. What common pitfalls or challenges do you see sponsors face during early synthetic process development, and how can they be mitigated?
The most common pitfall we see is committing to a development candidate ahead of pre-formulation work. The polymorphism, salt vs non-salt form can have a significant effect on the solubility and bio-availability of the compound and a tendency towards less soluble APIs makes this landscape more challenging. A solid understanding of the API's properties makes the subsequent formulation and manufacturing processes smoother and faster. Sponsors are now derisking this through bringing this work to the forefront of the project ahead of chemical development work.
16. How do you design early-stage processes with enough flexibility to accommodate structural changes in the API if the candidate evolves?
Generally, the changes we see throughout development tend to be a variation to one of the starting materials. The client may have two candidates in hand, one that is the main candidate that they initially want developing and a back-up compound which may come to the fore. Even small differences in the structure can have a big impact on the process especially around solubility and therefore impurity purging effectiveness. A transparent client relationship is critical to maintaining the timelines. For example, salt-selection, polymorphism or crystallisation development can be performed on both compounds without a significant impact on cost and timelines - and this may aid compound selection.

Onyx Scientific is a small molecule CDMO specialising in process R&D and small molecule API manufacturing. From facilities in the UK and US, Onyx will support the development and manufacture of your drug substance through every stage of its lifecycle; from the moment a lead molecule is identified, through to Phase I studies and commercial manufacture.